转载 沧州友诚管业有限公司 文章
武)Q235B厚壁直缝焊管生产线的原则应该是技术先进、产品好、投资少、效益好、竞争力强也就是说要采用上新工艺和设备,达到先进水平,生产出符合API的高管线用管,同时要投资和投资成本,企业的经济效益,增强竞争能力。但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此设备费用是投资和投资成本的关键这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上先进水平。直缝钢管生产主要包括原料进厂检验、开卷上料、高频焊接、切断、半成品检验、水压、超声波探伤、磁粉检验、成品检验等生产工艺的控制。
武)Q235B厚壁直缝焊管生产线的原则应该是技术先进、产品好、投资少、效益好、竞争力强也就是说要采用上新工艺和设备,达到先进水平,生产出符合API的高管线用管,同时要投资和投资成本,企业的经济效益,增强竞争能力。但是引进一大套直缝焊管机组,尤其是UOE机组设备费高达1亿多美元,因此设备费用是投资和投资成本的关键这个问题可以采用大部分设备国内设计和制造,重要设备采用国外图纸,国内制造,或者采用合作设计,国内制造为主,引进少量的关键设备或零部件,实现大直缝焊管机组国内技术总成,设备国产化并在此基础上,消化创新,在以后的大直缝焊管机组建设中完全可以立足国内技术,国内设备,仅需进口个别单机这样才能使我国大直缝焊管技术赶上先进水平。直缝钢管生产主要包括原料进厂检验、开卷上料、高频焊接、切断、半成品检验、水压、超声波探伤、磁粉检验、成品检验等生产工艺的控制。

直缝钢管高频焊接的生产工艺流程如下:高频焊接是根据电磁感应原理和交流电荷在导体中的趋肤效应、邻近效应和涡流热效应,使焊缝边缘的钢材局部加热到熔融状态,经滚轮的挤压,使对接焊缝实现晶间接合,从而达到焊缝焊接之目的。高频焊是一种感应焊(或压力接触焊),它无需焊缝填充料,无焊接飞溅,焊接热影响区窄,焊接成型美观,焊接机械性能良好等点,因此在钢管的生产中受到广泛的应用。钢管的高频焊接正是利用交流电的趋肤效应和邻近效应,钢材(带钢)经滚压成型后,形成一个截面断开的圆形管坯,在管坯内靠近感应线圈中心附近旋转一个或一组阻抗器(磁棒),阻抗器与管坯开口处形成一个电磁感应回路,在趋肤效应和邻近效应的作用下,管坯开口处边缘产生强大而集中的热效应,使焊缝边缘迅速加热到焊接所需温度经压辊挤压后,熔融状态的金属实现晶间接合,冷却后形成一条牢固的对接焊缝。

建筑结构用直缝焊接钢管以其性能、尺寸精度高等特点,适用于自然条件恶劣的三、四类地区。目前,国产直缝焊管的焊缝余高普遍偏高,对钢管生产、使用造成不利影响。因此,研究如何焊缝余高,对控制焊缝,生产成本、焊管后期使用中的隐患等具有一定的现实意义。因为钢管的焊接处成一条直线故而得名;办法用钢带出产,在高频焊接设备直缝焊接的管子都叫直缝焊管。其间按照用处不同,又不同的后道出产工序。大致可分为脚手架管,流体管,电线套管,支架管,护栏管等几种,而低压流体焊管是直缝焊管的一种,一般用水,煤气的运送,在焊接结束后比一般焊管多加以一道水压测验,故而低压流体管比一般直缝焊管价格一般高出一点。直缝钢管的高频焊接过程是在高频焊管机组中完成的。高频焊管机组通常由滚压成型、高频焊接、挤压、冷却、定径、飞锯切断等部件组成,机组的前端配有储料活套,机组的后端配有钢管翻转机架;电气部分主要有高频发生器、直流励磁发电机和仪表自动控制装置等组成。
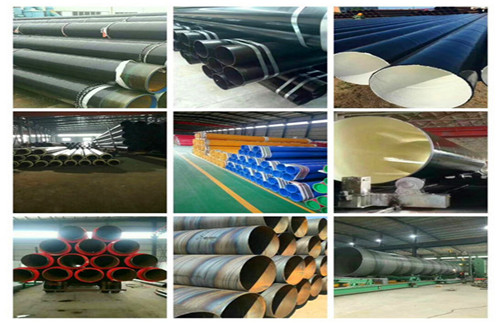
直缝管产品广泛应用于石油、天然气、化工、热力、电力、灌溉、结构等行业,得到广大客户的一致好评销售ERW直缝焊管,本公司主营的钢管,高频直缝钢管,焊管,直缝管, 采用当今先进的排辊式成型工艺、电气配置采用德国西门子PRC和英MENT公司直流数字化调速控制装置,保证了机组高精度、高效率运转的可靠性。国标高频直缝管按生产方法分类:工艺分类-电弧焊管,电阻焊管,(高频,低频)气焊管,炉焊管。直缝焊管生产工艺简单,生产效率高,成本低,发展较快。螺旋焊管的强度一般比直缝焊管高,能用较窄的坯料生产管径较大的焊管,还可以用同样宽度的坯料生产管径不同的焊管。但是与相同长度的直缝管相比,焊缝长度增加30~,而且生产速度较低。
直缝焊接钢管应做机械性能试验和压扁试验以及扩口试验,并要达到标准规定的要求。钢管应能承受一定的内压力,必要时进行2.5Mpa压力试验,保持一分钟无渗漏。允许用涡流探伤的方法代替水压试验。涡流探伤按GB7735《钢管涡流探伤检验方法》标准执行。涡流探伤方法是将探头固定在机架上,探伤与焊缝保持3~5mm距离,靠钢管的快速运动对焊缝进行全面的扫查,探伤信号经涡流探伤仪的自动处理和自动分选,达到探伤的目的。探伤后的焊管用飞锯按规定长度切断,经翻转架下线。钢管两端应平头倒角,打印标记,成品管用六角形捆扎包装后出厂。采用先预焊后内外焊(精焊)的工艺,可在位置实现焊接,不易出现错边、焊偏和未焊透等缺陷,容易控制焊接质量;进行整体机械扩径,可有效地提高钢管的尺寸精度,并改善钢管内应力的分布状态,从而避免由于应力腐蚀造成的破坏,同时有利于现场的焊接施工。

直缝防腐钢管一般指的是采用特殊的工艺对普通的钢管进行防腐化处理,使直缝钢管具有一定的防腐蚀能力,一般还是用于防水、防锈、防酸碱、防氧化等特性。直缝防腐钢管母材的工艺有埋弧焊直缝钢管和高频直缝钢管。防腐埋弧焊直缝钢管口径在325以上,防腐高频直缝钢管口径在426以下。直缝钢管生产过程属于弹塑性大变形和接触非线性多重非线性耦合问题,使理论研—A究和实验研讨远落后于工程理论,即便采用有限元法也存在很多艰难,目前还没有完好的数值模仿研讨工作。在工程理论中,直缝焊管成型工艺和成型机组的设计依然采用经历设计办法,经历设计办法的主要缺陷是工艺和轧辊设计的合理性必需经过消费理论检验,本钱高周期长,不合适市场经济开展的需求。应用弹塑性大变形和接触非线性有限。根据不同的直缝钢管加热温度,结合不同的无缝钢管冷却速度,分为正火、退火、回火、淬火及其他工艺。正火:细化奥氏体晶粒,均匀内部组织和改变残余应力状态,提高无缝钢管的综合性能。减轻无缝钢管在变形过程中所形成的带状组织和混晶(但是不能消除因钢中的偏析和夹杂物等造成的带状组织);消除过共析钢中的网状碳化物,有利于球化退火;用作中碳钢及合金结构无缝钢管淬火前的预处理,以细化晶粒使组织均匀,减少淬火工序所产生的无缝钢管缺陷;对于低碳钢和低合金钢无缝钢管用以替代退火,改善无缝钢管的切削性能;也可以作为要求不高的普通无缝钢管的*终热处理。退火:分为再结晶退火、完全退火、等温退火、球化退火和消除残余应力退火。