
 [VIP第4年] 指数:1
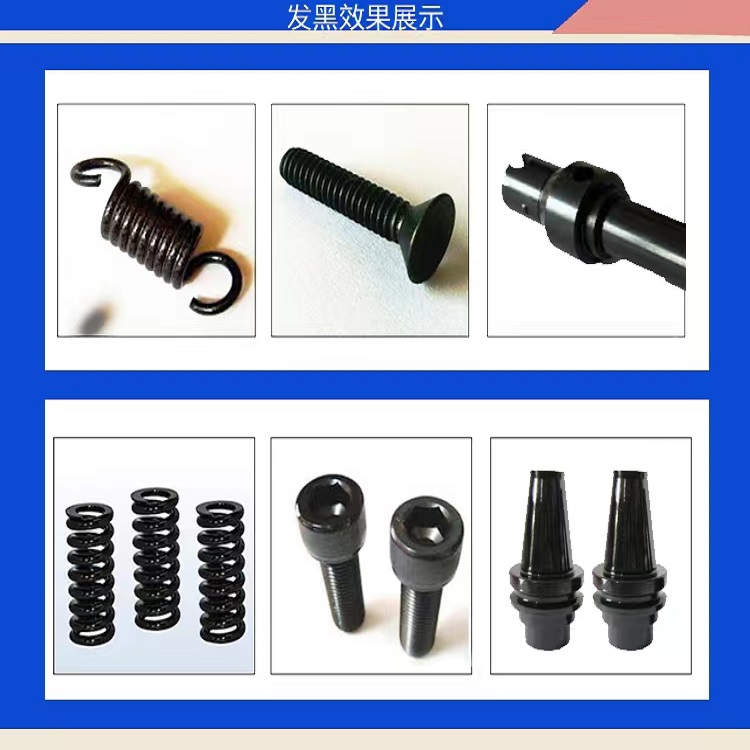
[VIP第4年] 指数:1产品特点:本产品的突出特点是成膜速度快,膜层均匀、细密、膜色纯正、附着力强,上色后不带浮黑。与传统的铝材发黑工艺比较, 常温发黑工艺具有节能、省时(发黑工序约需2-5分钟), 操作简便(不需要复杂的操作设备, 也不需要复杂的操作技能), 环境效益好等优势。本品不含强腐蚀性物质,带微酸性,不腐蚀、刺激皮肤。发黑成本明显低于阳极氧化和电泳工艺。
应用范围:所有的铝型材工件,都可以用本工艺进行发黑处理以达到装饰美化和增加防腐能力的效果。

工艺流程和使用说明
1.工艺流程
除油→水洗→(酸洗)→水洗→除氧化皮→二次清洗→发黑→清洗→干燥→上封闭剂
2.使用说明
(1)除油可用常规碱性除油。除油必须干净,否则造成发黑不均匀.
(2) 酸洗:可用20%左右的盐酸清洗0.5-2分钟(不能用硝酸做酸洗剂)。对大部分铝材来说,酸洗工序不是必需的,只需应用下面的除氧化皮工序即可;只有少部分铝材由于其氧化皮特别难除才需要酸洗工序。
(3)除氧化皮:采用碱性液除氧化皮。氧化皮必须除净,否则发黑层会出现氧化层斑点。一些工件经碱性除油工序后,表层氧化皮已被清除干净,此时可省去除氧化皮步骤。
(4)发黑:将清洗干净后的工件浸入发黑液中,间歇抖动工件(以便工件重叠部分也能接触药液),浸渍2~5分钟取出,在空气中置放一、两分钟左右(此时表面的残余发黑液还会继续反应使工件变得更黑),再用清水漂洗一分钟左右。
以上各个工序之间一定要用自来水冲洗或漂洗干净工件,以免将前一道工序的残留液带入到下一道处理液中。
(5)干燥:发黑工件的干燥可采用自然晾干、或热风吹干、烘干、等方式。
(6)上封闭剂:发黑后的工件可采用上清漆或打油进行封闭。A、上清漆:可采用本公司生产的发黑专用清漆。该产品可在发黑工件表面形成一层光亮、耐磨、快干的薄膜。上漆可采用涂刷和浸渍两种方式,尤以涂刷效果更佳。B、打油:可用普通机油。打油可增强抗腐蚀能力,并使工件看起来幽黑光亮。