


制作流程
一、内骨架的制作
1、根据雕塑模型按比例核算到所需高度,雕塑内骨架的规格采用12#、10#、6.3#槽钢和76㎜*3㎜、50㎜*3㎜、32㎜*2.75㎜的管材、5*5角钢从底往上,由粗变细、由密而疏焊成方笼。
2、焊接前,除检查切口平整度外,对管壁厚度大于或等于4㎜的管子,应对管端加工V型坡口,管子坡口应按规定留有坡口间隙。所有承重骨架采用双面满焊,整体骨架完成后用防锈漆满涂三遍。
1、 主支架设计
(1) 主支架承受的主要载荷。
1) 主支架、副支架、铜像壁板及其他附件的重量。
2) 稳态风载。在选定风速下,一般考虑正面、侧面、背面、等四个方面作用在雕像身上的各方向风力。为提高结构的安全性,对统计出的实际重量、风速还得加一个放大系楼再用于主、副支架的设计。放大系数的大小每座雕塑都不尽相同,因各地的风速、温差、雕像自身结构物点等有所不同,前两者要从当地多年来的统计数据选定:后者则要从雕像身高度与底面直径之比值来考虑:风载大小可根据选定风速进行计算,再用模型风洞试验测点数据验证后确定。
(2) 主支架的外形及尺寸
主支架的外廓形状和尺寸的设计,用1:5中样模型来测取,从底平面开始,取垂直Z轴的横截面与雕塑外廓交线的一线点,量取其平面坐标值。取点数的多少,应以能准确绘制出此截面上一整圈外廓形状的曲线为准。测得各点的坐标值乘5以后就得到了1:1足尺像的平面坐标值。各横截面之间在Z轴上的间距为0.5(1:1值),逐层向上测量,就得到了整座雕塑外形的空间坐标。再使主支架外形与雕塑外形相似,留出两者间0.5~1.0m的间隙,这样就确定了主支架的外形和尺寸后。
(3) 主支架的形式
型钢焊接主架:利用槽钢、角钢等型材,焊接连成主支架。它有很好的刚度、强度,制作、安装比较主便。大多数都对几何形状作准确测量的难度大,在安装过程中,往往会出现主支架与铜壁板间有碰撞现象。而雕塑的铜壁板的外形不允许变动,只能修改主支架。
(4) 副支架高计
雕塑的外形往往是不规则的,主支架的外廓形状不能做得和雕像内腔形状完全一致,铜壁板不能直接挂在主支架上。而铜壁板上的载荷又必须传递到主支架上,并让它承受。钢与铜合金的膨胀系数不同,当环境温度发生变化时,两者的膨胀率会不一样。如果是刚性边接,彼此间会产生巨大的拉、压应力,足以破坏铜壁板。高大的露天铸铜雕塑在同一时间内,,阳光直射部和背阴部表面,两者温差经实测可达10摄氏度以上,铜壁板人加此产生很大的温差应力,尤其是铜壁板间的焊缝区,对温差甚为敏感。此外,实际存在的安装应力也要求两者间能有一定的自由补偿余量,以消除或减小这些应力,保障结构安全使用。以上这些要求须通过合理设计副支架来解决。
在副支架结构设计时,常取单块铜壁板作分离体,壁板上铸有支耳,使其与副支架的一端相连,杆的另一端则连接到主支架上。
为了达到副支架能将铜壁板上的载荷传递到主支架上,对铜壁板上支耳的数目、位置、副支架与主支架连接所形成的空间夹角等应以它们能组成一个超静定结构为准。该结构的超静定程度越高,铜壁板上的载荷就越能可靠地传递到主支架,而不会传递到下一层铜壁板下去。否则,雕塑下部几层铜壁板因支承上面各层铜壁板的载荷叠加,所产生的应力会超出许用范围,而造成壁板的塑性变形或损坏。此外,副支架结构本身还应有一定的韧性,具有适当的自由伸缩余量,以及保护铜壁板安全运行。
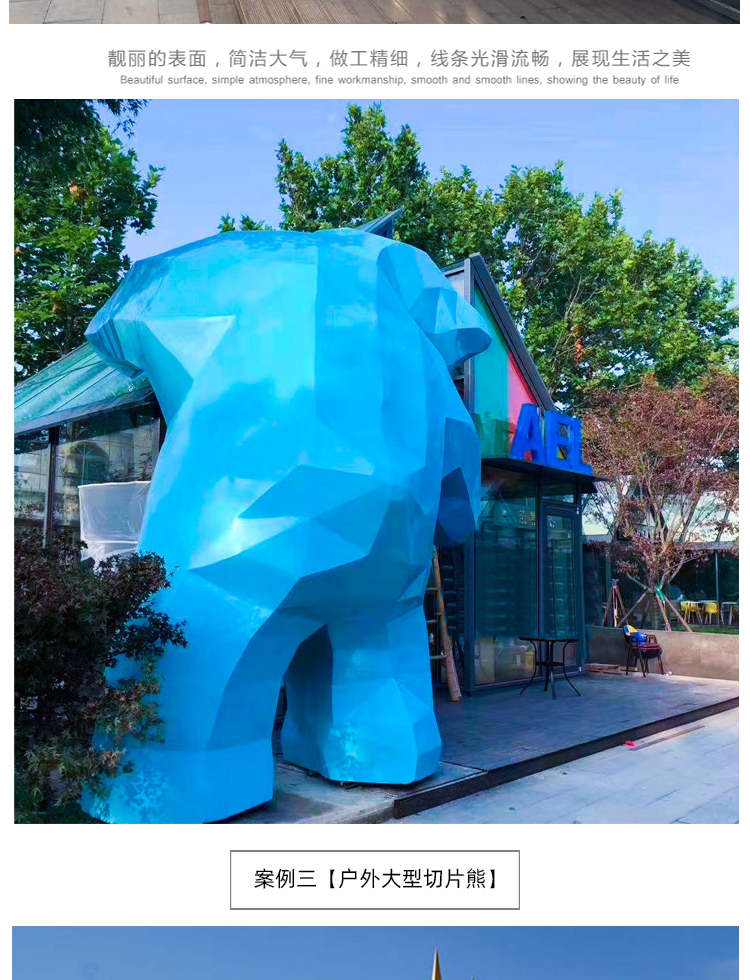
二、不锈钢制作工艺
1、是裁料。一般所用工具是电剪刀,它可裁2mm以下的薄板,但裁出后平整程度不好。还有裁板机,厚板、薄板均可裁出,但只能裁直线,遇到弧线就无能为力了。要让不锈钢板料裁下既平整又多种形状的话,就要用等离子切割机了。等离子切割机能利用高等离子去切割用普通氧气切割法难以切割的金属。由于将电流和气体通入用水冷却的特种喷嘴内,造成强烈的压缩电弧而形成温度极高(一万度以上)等离子流,所以切割出来的不锈钢板料即整齐又不变形。注意,下料时手一定要稳,否则就会把料割坏。材料切割完毕后,就要根据作品所要求的形体进行刨制。不要让板面留有硬伤,以免在作品抛光后留下缺憾。
2、 是制作碳钢板雕塑、不锈钢板雕塑的一种方法。碳钢板、不锈钢板不拿到模具上实打实地去敲,而是根据石膏模型每个部分不同的形状把料下出,依照其起伏变化,进行有意识地敲打,该弯的地方敲弯,该棱的地方敲棱,可在任何有形的结实的物体上进行敲打,然后把敲好的不锈钢板拿到模具上去比较,认为形体正确并完全可以与模型合上,再把这些零散的碳钢板、不锈钢板从上至下一块块焊接起来,每接上一块都要对着模具进行调整,每块不锈钢板表面的肌理效果都要保持相同,这须在做形的同时锻制上去。也可以先把点锻好再下料。锻点时要用铁锤的圆头均匀地有规律地一排排锻上,宽窄距离、用力大小都要一致,不要知乱敲,否则会破坏雕塑的整体感。
3、 形体锻造正确后,就要依照作品要求把它们焊接到一起(有电焊和氩弧焊)。电焊要准备电焊机、焊把、焊条。由于焊接时产生高度的光,对眼睛有强刺激,所以要戴好防护罩,避免被强光打伤。用电焊焊接,不锈钢板遇热变形程度较大,因此要采取一些措施,如可先进行点焊或一边焊一边进行冷却等。氩弧焊接相对电焊就要优越一些,它是一种气保护电弧焊接法,用氩气保护连接处受电弧熔化的金属,避免空气中的氧和氮的有害作用。氩弧焊按所用电极材料不同,又可分为有熔化极氩弧焊和非熔化极弧焊或钨极氩弧焊,在不锈钢雕塑焊接中,常用钨极氩弧焊,可得到优良焊接质量。由于它不易导热,所以不锈钢变形较上。
4、 碳钢板、不锈钢抛光首先用砂轮片把制作作品的焊缝和多余的地方磨平,然后用软轮(布轮)进行抛制,抛光时作品涂上抛光膏增加润滑,使作品抛出来更光亮,从而给人一种良好的视觉美感。
5、 较大型的造型简易的不锈钢雕塑,也可不用焊接。可根据作品的形体比例直接做好钢筋骨架,用电钻在设计好的位置上打眼,把不锈钢板用铆钉固定在骨架上就可以了。这种方法要求骨架比例尺寸计算得非常准确,接缝要对的很准,否则就会产生差异,达不到预期的效果。