



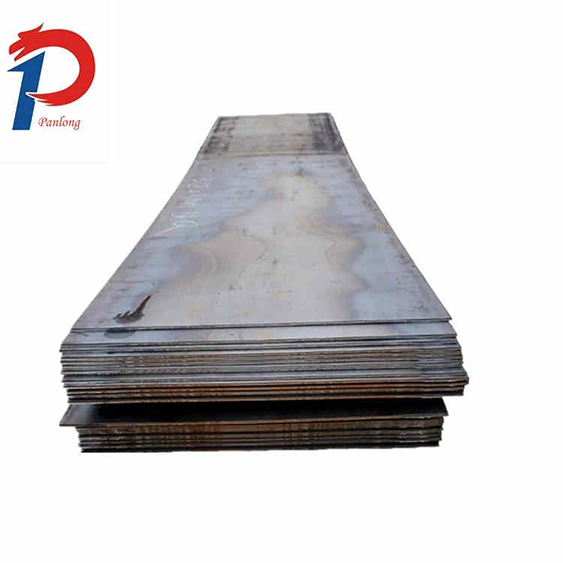
热轧:
用连铸板坯或初轧板坯作原料,经步进式加热炉加热,高压水除磷后进入粗轧机,粗轧料经切头、尾、再进入精轧机,实施计算机 控制轧制,终轧后即经过层流冷却(计算机控制冷却速率)和卷取机卷取、成为直发卷。直发卷的头、尾往往呈舌状及鱼尾状,厚度、 宽度精度较差,边部常存在浪形、折边、塔形等缺陷。其卷重较重、钢卷内径为760mm。(一般制管行业喜欢使用。)将直发卷经切头、 切尾、切边及多道次的矫直、平整等精整线处理后,再切板或重卷,即成为:热轧钢板、平整热轧钢卷、纵切带等产品。热轧精整卷若经酸洗去除氧化皮并涂油后即成热轧酸洗板卷。
带钢
带钢是各类轧钢企业为了适应不同工业部门工业化生产各类金属或机械产品的需要而生产的一种窄而长的钢板。带钢又称钢带,是宽度在1300mm以内,长度根据每卷的大小略有不同。
厚度较薄、宽度较窄、长度很长的钢板。其宽度一般在20mm—200 mm。成卷供应,其规格以厚度×宽度表示。按钢的品质分为优质的和普通的 带钢;按轧制方法分为热轧和冷轧两种,分别称作热轧带钢和冷轧带钢。热轧 普通带钢厚2 mm—6 mm,冷轧带钢一般为0.05 mm—3.60 mm。带钢可用普 碳钢、碳结钢、工具钢、不锈钢等钢种制造。广泛用于制造焊管、卡箍、 垫圈、锯条、等。
带钢一般成卷供应,具有尺寸精度高、表面质量好、便于加工、节省材料等优点。
工艺流程
冷轧带钢生产工艺流程一般为:酸洗→轧制→工艺润滑→退火→平整→剪切→包装。
冷轧带钢工艺:酸洗——轧制——退火——轧制尺寸同步润滑——上防锈油——平整定尺——抛光——包装
热轧带钢工艺:加热炉——除磷机——粗轧机——除磷机——精轧机——表面质检仪——层冷——卷取机——打捆机——喷号机——卷库板坯
热轧带钢生产流程:首先在加热炉内将温度提升至所需轧制温度,然后经辊道进入粗轧除磷机对板坯所产生的氧化铁皮进行处理,接着进入粗轧轧制机组对带钢的宽度和厚度进行轧制,再由辊道输送至精轧除磷机对带钢表面所产生的氧化铁皮进行处理后,进入精轧轧制机组对带钢的厚度和宽度进行更为精密的轧制,带钢由辊道经层冷对表面温度进行卷取前的严格控制后,进入卷取机成为钢卷打捆、喷号送入卷库存放包装。








