


冷弯机主要用于工字钢、矿工钢、U型钢、C型钢、角钢、槽钢、道轨、方钢、钢管等型钢的拱形卷圆、变径、定角弯曲。采用数显编码器编程,使液压操纵系统定位准确,所弯型钢一次自动成型,效率高、操作方便。广泛应用于隧道、地铁、水电站、地下洞室等行业施工中,是钢拱架制造的理想设备。

冷弯机主要应用于隧道,地铁,水电站,地下洞室等工字钢,槽钢弯曲。
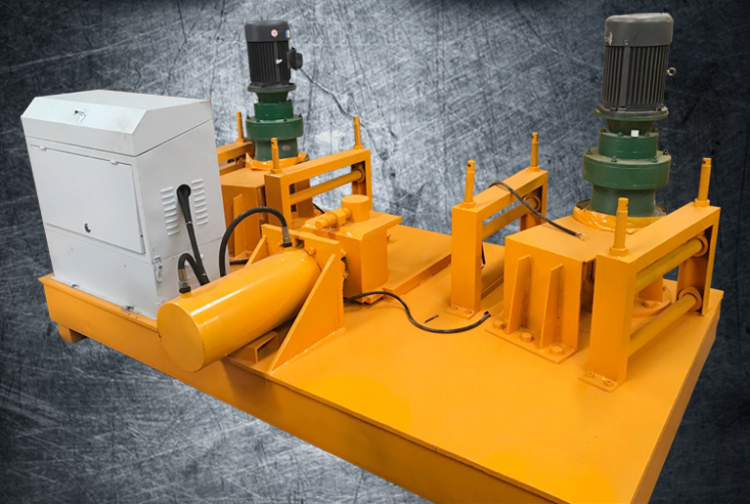
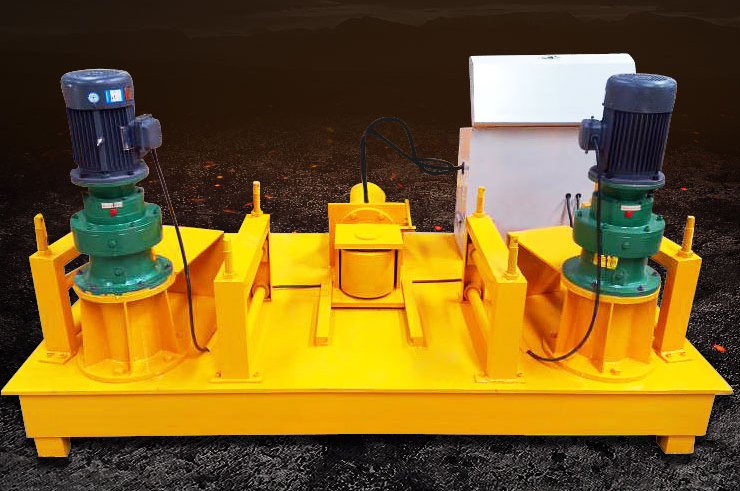
WGJ300数控工字钢冷弯机,该设备由主电机、减速器、滚轮、油泵电机、齿轮油泵、溢流阀、电磁换向阀、工作油缸、顶轮及油箱等部件组成。
工字钢冷弯机安全操作规程:
1、严格遵守机床工安全操作规程,按规定穿戴好劳动防护用品。
2、开机前应将上、下模具清理、擦拭干净。
3、检查托料架、挡料架及滑块上有无异物,如有异物,应清理干净。
4、按所折板料厚度、选择适当模口,模口尺寸一般等于或大于8倍板料厚度。
5、由板料折弯力数或折弯力计算公式得出工件的折弯力,工件折弯力不得大于1000KN。
6、折弯狭板料时,应将系统工作压力适当降低,以免损坏模具。
7、调节滑块行程时,应保证调量小于100,以免损坏机器。
8、折弯前,应将上下模具间的间隙调整均匀一致。
9、折弯时,不可将手放在模具间,狭长小料不可用手扶。一次只许折弯一块料,不许多块分节同时折弯。检查油箱油位,启动油泵检查液压管道、油泵有无异常。
10、折弯板料应放在模具中间,机器不宜单边载荷,以免影响工件和机器精度,如某些工件确需单边工作时,其载荷不得大于250KN,而且必须二边同时折弯。
11、检查油箱油位,启动油泵检查液压管道、油泵有无异常。
12、发生异常立即停机,检查原因并及时排除。
13、作业完毕,应关闭油泵,退出控制系统程序,切断电源。