一、 直角微调可转位镗刀头(B)型
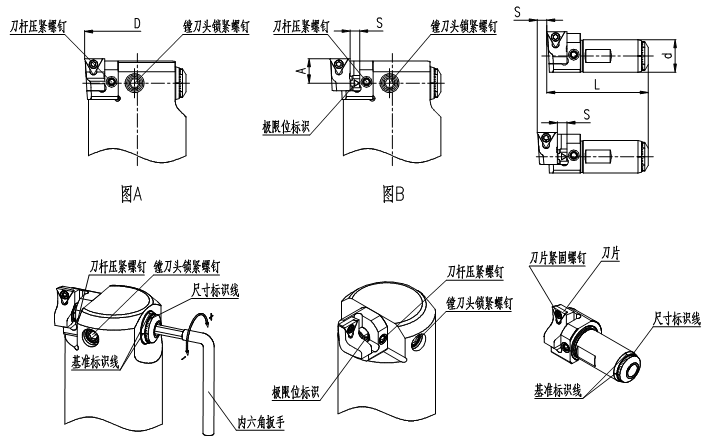
1.1直角微调可转位镗刀头(B)型使用说明附图

1.2直角微调可转位镗刀头(B)型规格附表
表1.1
|
型 号 |
zui小镗孔直径 |
尺 寸 |
刀 片 |
刀片紧固螺钉 |
扳手T |
扳手A |
扳手B |
扳手C |
||
|
L |
d |
S |
||||||||
|
ZW10/28.5B |
29.5 |
28.5 |
12 |
3.5 |
TBGT060102 |
LTXS.M2×4 |
T6 |
TS1.5 |
TS2.5 |
TS3 |
|
TZW12/37.5B |
39.0 |
37.5 |
12 |
TS3 |
||||||
|
TZW16/45B |
47.0 |
45.0 |
16 |
5.0 |
TCMT090204 |
LTXS.M2.2×6 |
TS2.0 |
TS4 |
||
|
TZW20/56B |
58.0 |
56.0 |
20 |
7.0 |
TS2.5 |
TS5 |
TS5 |
|||
|
TZW25/77.5B |
79.0 |
77.5 |
25 |
8.0 |
TCMT110204 |
LTXS.M2.5×6 |
T8 |
TS3 |
TS6 |
TS6 |
|
TZW32/97B |
100.0 |
97.0 |
32 |
11.0 |
TS8 |
|||||
|
TZW32/131B |
138.0 |
131.0 |
||||||||
1.3直角微调可转位镗刀头(B)型使用说明:
1、该系列直角微调镗刀头需按规格尺寸适用与用户使用设备相匹配的接口的刀杆使用。
2、该系列直角微调镗刀头通过刀杆上的镗刀头锁紧螺钉2锁紧后方可使用。
3、警告:直角微调镗刀头上设置有刀杆压紧螺钉1,在通过其尾部的刻度盘进行精密调节前, 务必松开刀杆压紧螺钉1;完成调节后再将刀杆压紧螺钉1锁紧并加工使用。
4、警告:在进行调节时,请仔细阅读附表中所对应的直角微调镗刀头规格的极限尺寸,实际操作时严格参照极限位标识3并确保不超限调节,否则会带来直角微调镗刀头的损坏。
5、调节使用六方扳手C在尾部的刻度盘进行,刻度盘共刻有50根等分的标识线, 每调节一格表示刀尖在半径上前进或后退0.01mm。面向刻度盘,顺时针调节刀具尺寸增大,逆时针调节刀具尺寸减小。
6、妥善保存,保持刀头清洁,干燥并防锈。